
車身外板沖壓缺陷
2017-01-04 by:CAE仿真在線 來源:互聯(lián)網(wǎng)
核心提示:當前汽車市場的競爭愈演愈烈,消費者在選擇產(chǎn)品時不僅僅限于一個合適的價格,開始更加注重汽車的品質(zhì)。車身外板品質(zhì)更是沖壓產(chǎn)品
當前汽車市場的競爭愈演愈烈,消費者在選擇產(chǎn)品時不僅僅限于一個合適的價格,開始更加注重汽車的品質(zhì)。車身外板品質(zhì)更是沖壓產(chǎn)品質(zhì)量控制中的重中之重,而沖壓是汽車四大工藝的首位,沖壓產(chǎn)生的缺陷不僅增加現(xiàn)場操作人員的勞動強度,還增加了整車成本,降低整車外觀質(zhì)量,從而降低產(chǎn)品的市場競爭力。本文就車身外板在不同沖壓工序可能出現(xiàn)的質(zhì)量缺陷及應(yīng)對措施進行詳細闡述。
 當外板制件模具出現(xiàn)拉延不充分、拉延筋高度設(shè)置不均勻、材料流動方向紊亂等問題時,車身外板上會出現(xiàn)使用肉眼、手觸等常規(guī)檢測方法識別不出的、有較大曲率的凹坑,造成光影不順。
當外板制件模具出現(xiàn)拉延不充分、拉延筋高度設(shè)置不均勻、材料流動方向紊亂等問題時,車身外板上會出現(xiàn)使用肉眼、手觸等常規(guī)檢測方法識別不出的、有較大曲率的凹坑,造成光影不順。
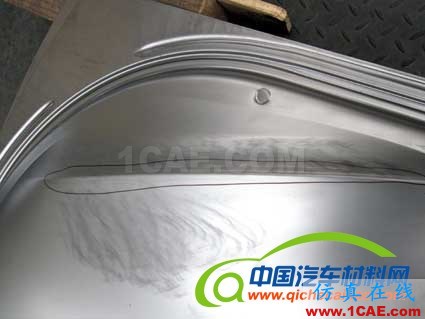 翻邊拉毛:車身外板材料厚度較薄,一般為0.6~0.8mm,且翻邊高度較低,在8mm左右,所以翻邊力較小,故對翻邊鑲塊的強度要求不高。國內(nèi)一般使用7CrSiMuMnV等空冷鋼材料,該材料極易出現(xiàn)淬火后硬度不均、出現(xiàn)硬點等情況,在生產(chǎn)時將制件劃傷、拉毛,嚴重影響制件外觀品質(zhì)。
翻邊拉毛:車身外板材料厚度較薄,一般為0.6~0.8mm,且翻邊高度較低,在8mm左右,所以翻邊力較小,故對翻邊鑲塊的強度要求不高。國內(nèi)一般使用7CrSiMuMnV等空冷鋼材料,該材料極易出現(xiàn)淬火后硬度不均、出現(xiàn)硬點等情況,在生產(chǎn)時將制件劃傷、拉毛,嚴重影響制件外觀品質(zhì)。
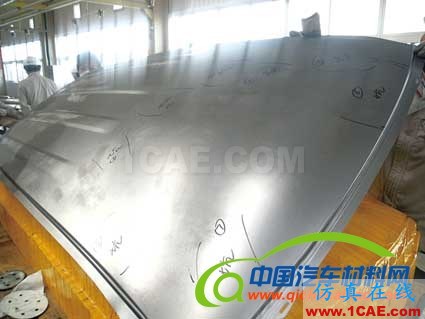 加大在線檢驗力度(在等燈廊下對光檢驗),及時發(fā)現(xiàn)并確認問題,并對拉延模具進行整改,具體過程如下:
加大在線檢驗力度(在等燈廊下對光檢驗),及時發(fā)現(xiàn)并確認問題,并對拉延模具進行整改,具體過程如下:
車身外板的沖壓缺陷
車身外板的沖壓缺陷可分為導(dǎo)致返修及導(dǎo)致報廢兩種,因開裂、起皺直接導(dǎo)致外板報廢,本文將不再贅述,主要對導(dǎo)致返修的缺陷進行描述。
1.隱裂
因局部拉應(yīng)力過大,導(dǎo)致板料變薄失穩(wěn),該部位材料在即將斷裂時,外部壓力瞬間消失,材料停止流動,該部位變薄率大于材料本身的最大變薄率,即該部位材料已失效。
隱裂區(qū)不能及時發(fā)現(xiàn)并解決,在整車出廠后存在極大的安全性能降低的風險,經(jīng)顛簸、振動后制件內(nèi)部拉應(yīng)力增大,會導(dǎo)致該部位開裂,嚴重影響整車外觀質(zhì)量及安全性能。
2.暗坑
暗坑直接導(dǎo)致后序涂裝工序出現(xiàn)大面積刮灰點,同時降低了白車身直通率,增加在線時間,提高了生產(chǎn)成本。
3.料渣硌傷
沖壓件在修邊時,因修邊間隙不均、機床振動大、刃口強度、材料內(nèi)部晶粒排布等原因,導(dǎo)致修邊刃口與廢料刀產(chǎn)生“啃料”,產(chǎn)生修邊料渣,而廢料刀經(jīng)摩擦后產(chǎn)生磁性將吸附大量料渣。料渣將從兩方面影響制件品質(zhì):
(1)模具打開時,因機床振動導(dǎo)致料渣濺落到制件表面上,此制件轉(zhuǎn)到下序工作,模具合模時將制件壓傷,從而產(chǎn)生凹坑。
(2)制件被取出后,吸附在廢料刀上的料渣濺落到下模型面上,在對下一個制件修邊時,壓料芯對制件施加壓料力,型面上的料渣將制件表面頂出凸點。
4.拉毛
對于車身外板制件來說,拉毛分兩種,即:翻邊拉毛與成型拉毛。
成型拉毛:對于部分成型深度較大的外板制件,比如側(cè)圍、翼子板及后背門等,在成型過程中溫度上升較快,用以產(chǎn)生熱粘合現(xiàn)象,導(dǎo)致產(chǎn)品產(chǎn)生拉毛現(xiàn)象;另一種原因是模具本身光潔度不夠,硬點較多,從而導(dǎo)致拉毛。
缺陷預(yù)防及應(yīng)對對策
1.隱裂
隱裂不同于開裂,在確定解決方案時一般不用對原產(chǎn)品進行變更。
整改方法如下:
(1)對模具隱裂部位進行研合,提高模具光潔度。
(2)適量放大凸模R角,減小隱裂部位材料內(nèi)部拉應(yīng)力。
(3)減小隱裂部位法線方向的壓邊力,可采用降低拉延筋高度、減小壓邊圈與凹模接觸面積等方法實現(xiàn)。
2.暗坑
沖壓模具型面是由數(shù)控加工而成的,一般來說與產(chǎn)品數(shù)模是符型的,暗坑的出現(xiàn)原因并不是模具型面存在暗坑,而是因為材料沒有充分拉延,在模具閉合過程中,當制件的周長不斷減少,板料中未受支撐區(qū)域的厚度與長度之比較大,這時就會出現(xiàn)暗坑。
(1)增加拉延模具拉延筋高度或數(shù)量。
(2)局部增加凸臺、余肉等工藝補充。
(3)減小凹模刃口R角。
(4)研合模具以增大凸凹模著色率。
3.料渣硌傷
一般采用在線對制件及模具進行擦拭,對于解決硌傷問題比較有效,但嚴重降低生產(chǎn)效率,一般隔一定時間或一定數(shù)量的制件擦拭一次,而不會逐件進行。定期清洗修邊模具,打磨、保養(yǎng)修邊刃口,調(diào)整凸凹模刃口間隙,并將廢料刀進行消磁。具體方法如下:
(1)間隙偏大時,控制凸凹模加工精度或修改設(shè)計間隙。
(2)如果是送料不當需送至適當位置修剪料帶并及時清理模具。
(3)沖壓油滴太快,油粘,控制沖壓油滴油量或更換油種降低粘度。
(4)模具未退磁,研修后必須退磁。
(5)凸模磨損,屑料壓附于凸模上,需研修凸模刀口。
(6)凸模太短,插入凹模長度不足,需調(diào)整凸模刃入凹模長度。
(7)材質(zhì)較硬,沖切形狀簡單,可以在凸模刃入端面頂出或修出斜面或弧性,減少凸模刃部端面與屑料之貼合面積。
其應(yīng)急措施是:減小凹模刃口的鋒利度,減小凹模刃口的研修量,增加凹模直刃部表面的粗糙度(被覆),采用吸塵器吸廢料,使用高速氣流吹料,降低沖速等方法減緩掉屑。
4.拉毛
對于外板制件來說,拉毛原因就是在于模具的光潔度較低,不論是翻邊拉毛,還是成型拉毛,采用各種方法提高模具光潔度,都可以解決拉毛問題。
(1)定期對模具進行保養(yǎng),打磨、拋光。
(2)翻邊鑲塊使用強度較高的材質(zhì),如:Cr12MoV、SKD11等。
(3)對模具拉毛部位進行打磨、堆焊后,再進行研合,從而提高硬度。
(4)對模具或鑲塊進行表面處理,如電鍍、刷鍍、PVD、TD等。
本文從外板沖壓件不同工序產(chǎn)生的品質(zhì)缺陷形式、產(chǎn)生機理、預(yù)防及應(yīng)對措施進行了詳細闡述,從一定程度上可幫助現(xiàn)場外板制件品質(zhì)缺陷的預(yù)防及整改。提升沖壓件外觀質(zhì)量從一定程度上提高了整車市場競爭能力。然而,限于工業(yè)技術(shù)的研發(fā)水平,國產(chǎn)汽車的工藝開發(fā)水平仍與國外先進汽車企業(yè)存在巨大差距,對于我們汽車工藝研發(fā)人員來說任重而道遠。
開放分享:優(yōu)質(zhì)有限元技術(shù)文章,助你自學成才
相關(guān)標簽搜索:車身外板沖壓缺陷 Autoform分析培訓班 Autoform汽車模具仿真 Autoform視頻教程 Autoform資料下載 在線軟件培訓 汽車鈑金代做 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓 有限元培訓 Solidworks培訓
編輯




